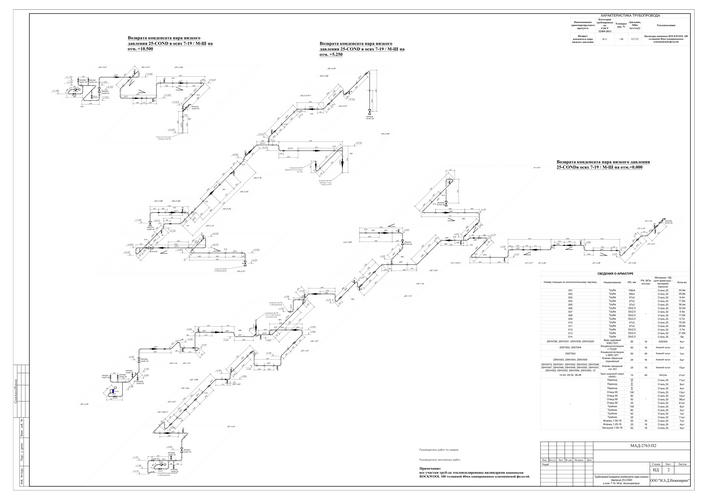
Для выполнения сварных соединений использовалась ручная аргонодуговая сварка с поддувом, все швы прошли 100% визуально-измерительный контроль, а часть швов подверглась неразрушающему контрою — в зависимости от толщины стенки трубопровода ультразвуковой или рентгенографический контроль.